

01、激光功率:例如1000W至4000W,根据铜材的厚度和焊接速度调整
02、焊接速度:例如0.3m/min至2.5m/min,需与激光功率匹配以保证焊接质量
03、光斑尺寸:例如0.2mm至1.2mm,根据焊缝宽度选择合适的光斑
04、焊接焦距:例如150mm至300mm,调整焦距以获得最佳的焊接效果
05、保护气体:例如氩气,用于防止铜材在焊接过程中氧化
00-激光焊焊铜时,关键的参数
Ø 激光功率:例如1000W至4000W,根据铜材的厚度和焊接速度调整
Ø 焊接速度:例如0.3m/min至2.5m/min,需与激光功率匹配以保证焊接质量
Ø 光斑尺寸:例如0.2mm至1.2mm,根据焊缝宽度选择合适的光斑
Ø 焊接焦距:例如150mm至300mm,调整焦距以获得最佳的焊接效果
Ø 保护气体:例如氩气,用于防止铜材在焊接过程中氧化
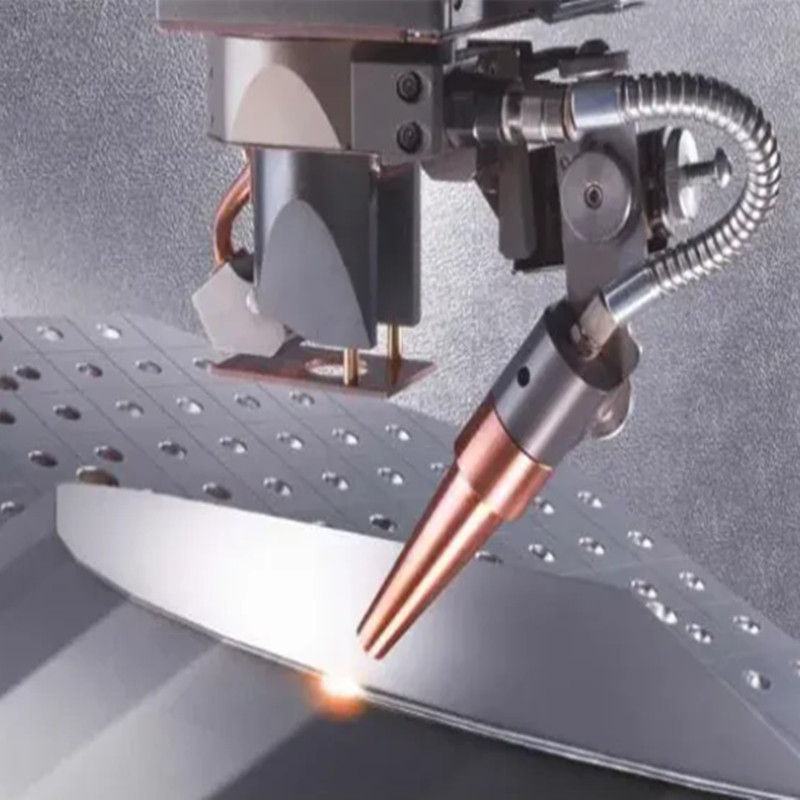
01-激光焊接技术原理
Ø 利用高能量密度的激光束对焊接部位进行加热。
Ø 激光束可聚焦到极小的面积,使得局部区域的温度迅速升高,达到熔化铜材料的温度,使其融化并混合,冷却后形成牢固的焊接结构
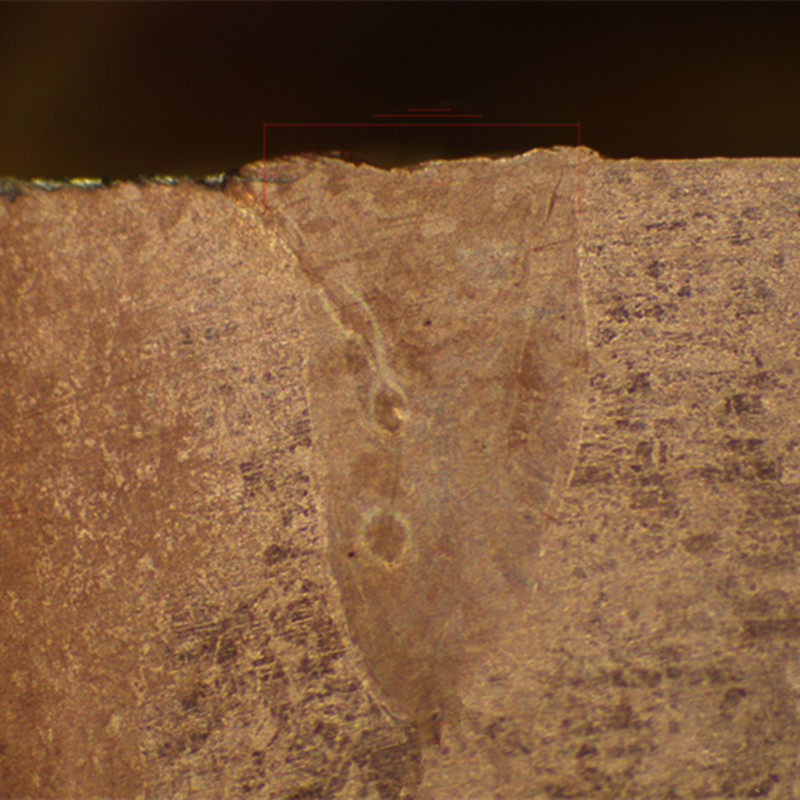
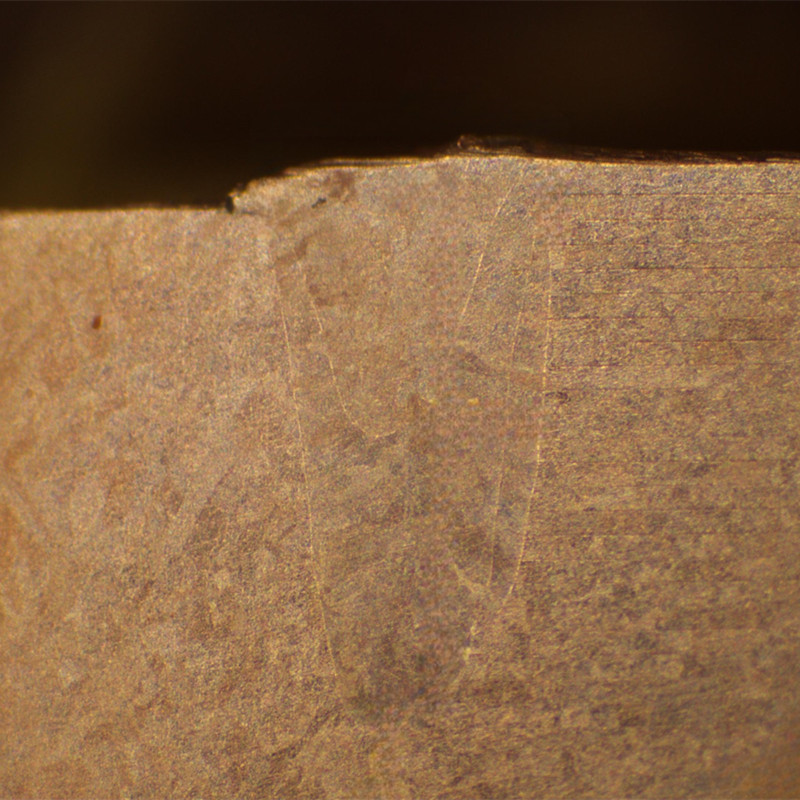
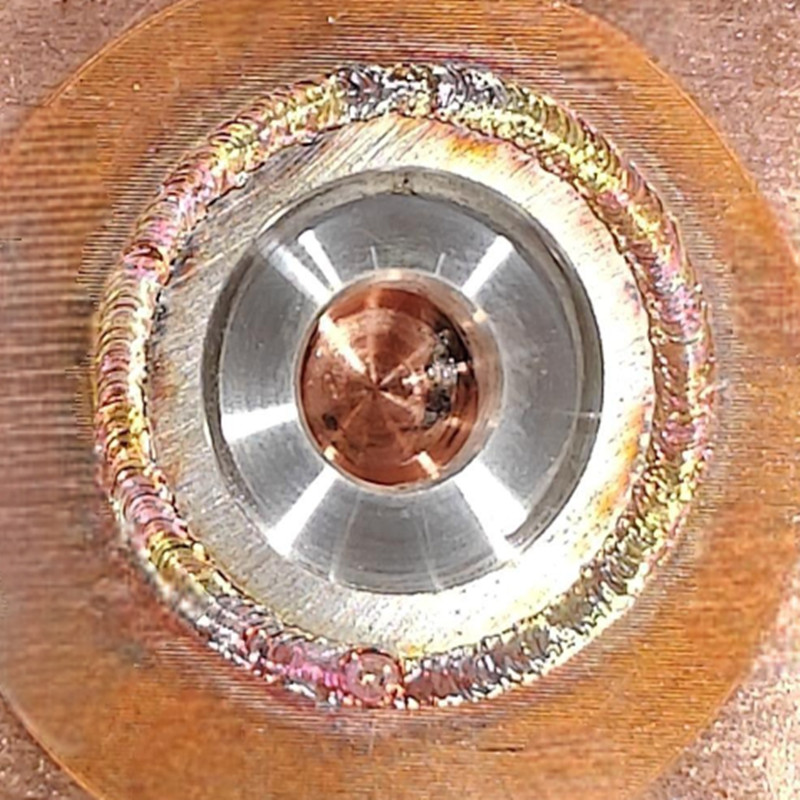
Ø 焊接质量评估要素-焊接点的形貌、焊缝密度、气孔、裂纹等缺陷
02-激光焊接铜排的优势
Ø 激光焊接是一种高效、高精度的焊接方式,与传统的气焊、电弧焊相比,激光焊接具有以下优势
Ø 高速度:激光焊接速度快,可大幅缩短焊接时间,提高生产效率。
Ø 高精度:激光焊接的焊缝精度高,可实现微小零件的焊接,提高产品的精度和质量。
Ø 无需额外材料:激光焊接不需要额外的焊接材料,避免了污染和浪费。
Ø .热影响区小,低变形、无接头
Ø 适用性广:激光焊接适用于多种材料的焊接,包括铜排、铝合金、不锈钢等。
03-激光焊接铜排的注意事项
Ø 铜导热性能好,但热膨胀系数较大,需要根据具体情况进行焊接参数的调整。
Ø 铜易氧化,在焊接过程中需要保持焊接区域的清洁和干燥
Ø 铜排厚度较大时,需要采用多道焊接的方式,以保证焊接质量
Ø 对于要求高精度的铜排产品,需要采用高精度的激光焊接设备和技术
04-软铜排激光焊接技术的应用
新能源汽车的快速发展,进一步推动了软铜排激光焊接技术的应用。在电池组的连接中,软铜排作为重要的导电组件,其焊接质量直接关系到电池的性能和安全。激光焊接能够保证焊接强度的减少对电池的热影响,降低电池组的过热风险。激光焊接高效率使得生产线的自动化程度提升,满足了大规模生产的需求。
在实际应用中,软铜排激光焊接技术还面临一些挑战。首先是焊接参数的优化。不同厚度、不同形状的软铜排需要根据具体情况调整激光功率、焊接速度和焦距等参数,以确保焊接质量。焊接过程中可能会产生气孔和夹杂物,影响焊缝的性能。在焊接前需对材料进行处理,确保表面清洁,减少杂质。
激光焊接设备的投资成本相对较高,初期投入可能对小型企业造成一定的经济压力。然而,随着技术的不断进步和设备成本的降低,激光焊接的普及将成为趋势。企业在采用激光焊接技术时,还需加强员工的培训,提高操作技能,以确保焊接过程的稳定性和可靠性。
在未来的发展中,软铜排激光焊接技术有望与智能制造、工业互联网相结合,推动焊接技术的进一步升级。通过数据采集和分析,可以实时监控焊接过程,及时调整焊接参数,提高焊接质量和生产效率。结合3D打印等先进制造技术,软铜排的设计和生产将更加灵活,满足个性化需求。
总的来说,软铜排激光焊接技术在各个领域的应用潜力巨大。随着技术的不断进步和市场需求的增长,激光焊接技术必将在未来的电气工程、电子制造和新能源汽车领域发挥更为重要的作用。通过不断探索和创新,我们将迎来更加高效、环保的连接方式,为各行各业的发展注入新的活力




