01. 激光功率:推荐采用较高功率设置,范围通常在1500W至3000W之间,功率的选择应根据铝板的厚度来确定,板材越厚,所需的功率越高
02. 焊接速度:建议的焊接速度范围为20mm/s至100mm/s,速度的选择同样需根据板材厚度来调整,以确保焊接质量和效
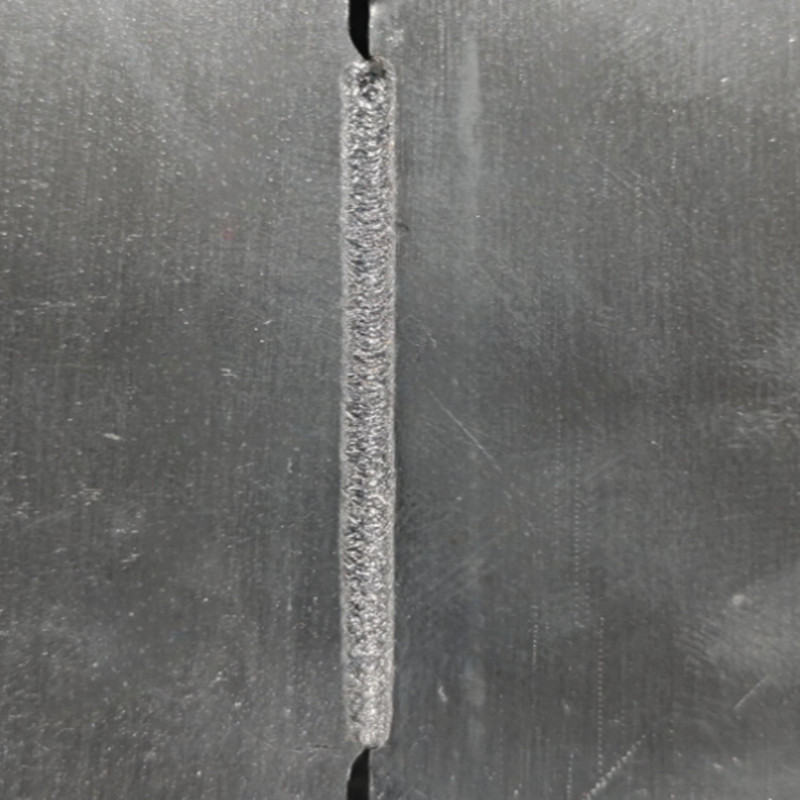
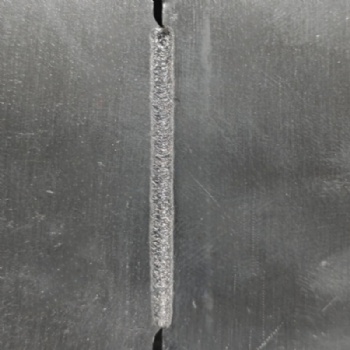
03. 焊接深度与线宽度:焊接熔深0.5-5mm,熔宽 0.5-3mm之间
04. 焦距调节:焦距调节范围通常在-2mm至+2mm之间,根据板材的厚度进行适当调整,以确保激光束的准确聚焦
00-激光焊机焊铝的关键参数
Ø 激光功率:推荐采用较高功率设置,范围通常在1500W至3000W之间。功率的选择应根据铝板的厚度来确定,板材越厚,所需的功率越高
Ø 焊接速度:建议的焊接速度范围为20mm/s至100mm/s。速度的选择同样需根据板材厚度来调整,以确保焊接质量和效率
Ø 焊接深度与线宽度:焊接熔深0.5-5mm,熔宽 0.5-3mm之间。这些参数的设置将直接影响焊缝的强度和外观
Ø 焦距调节:焦距调节范围通常在-2mm至+2mm之间,根据板材的厚度进行适当调整,以确保激光束的准确聚焦
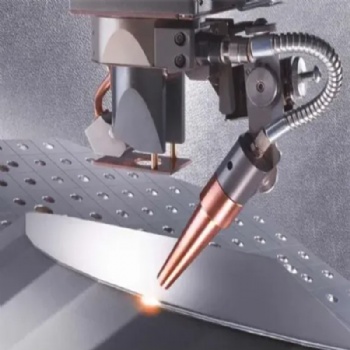
01-激光焊接技术原理
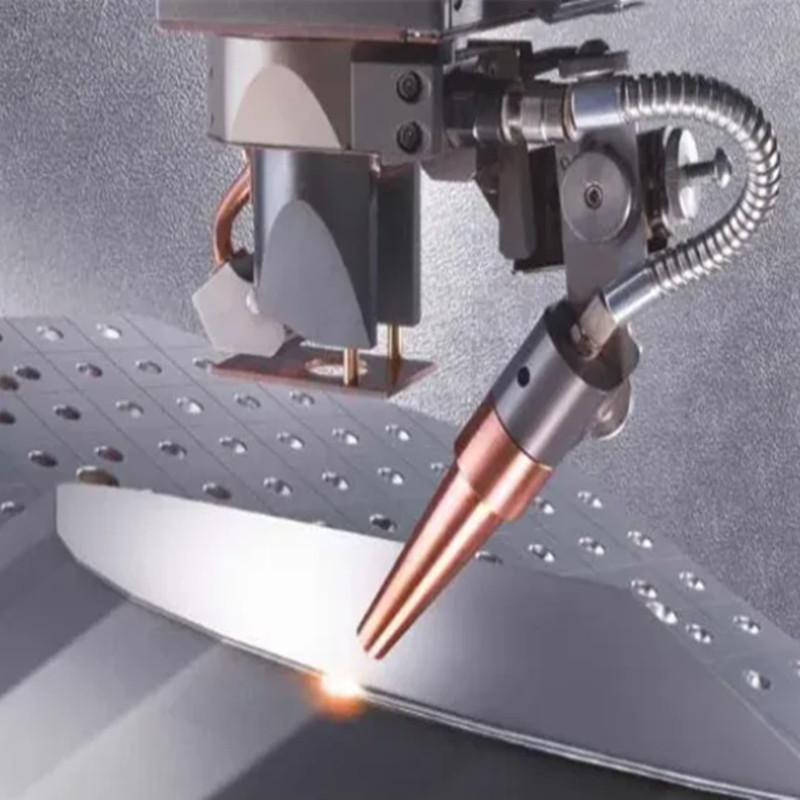
Ø 利用高能量密度的激光束对焊接部位进行加热。
Ø 激光束可聚焦到极小的面积,使得局部区域的温度迅速升高,达到熔化铜材料的温度,使其融化并混合,冷却后形成牢固的焊接结构
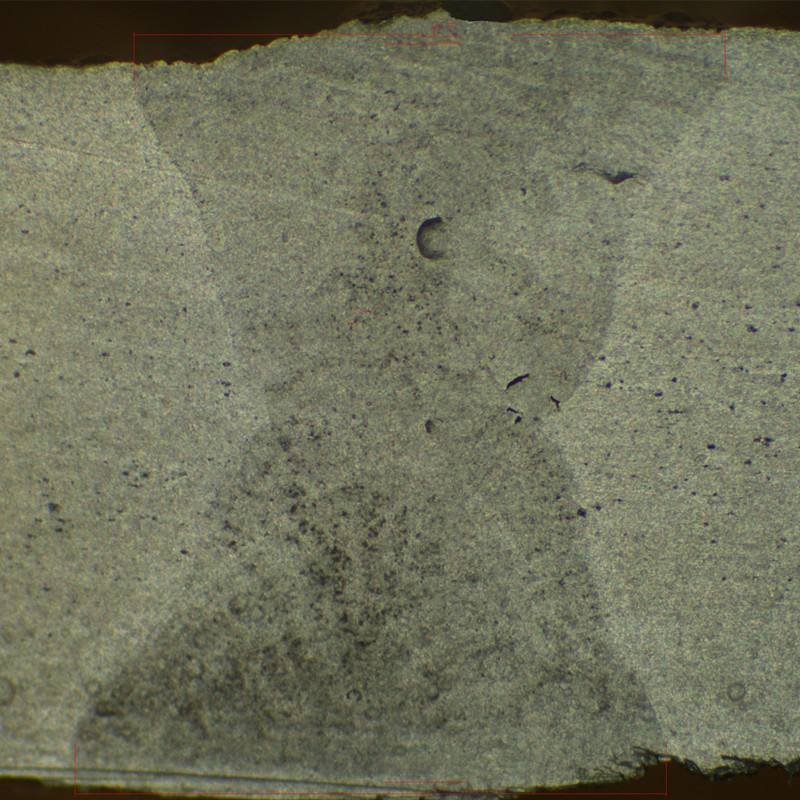
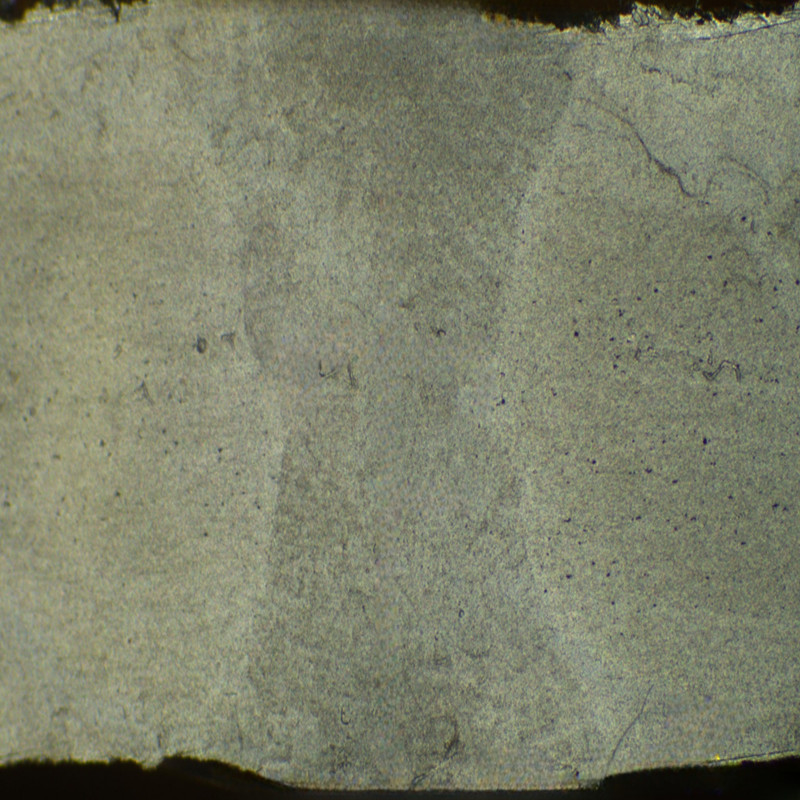
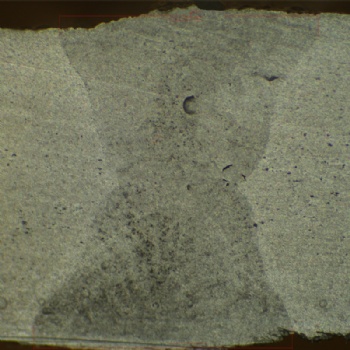
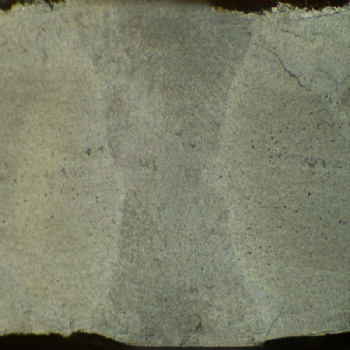
Ø 焊接质量评估要素-焊接点的形貌、焊缝密度、气孔、裂纹等缺陷
02-激光焊接铜排的优势
Ø 激光焊接是一种高效、高精度的焊接方式,与传统的气焊、电弧焊相比,激光焊接具有以下优势
Ø 高速度:激光焊接速度快,可大幅缩短焊接时间,提高生产效率。
Ø 高精度:激光焊接的焊缝精度高,可实现微小零件的焊接,提高产品的精度和质量。
Ø 无需额外材料:激光焊接不需要额外的焊接材料,避免了污染和浪费。
Ø .热影响区小,低变形、无接头
Ø 适用性广:激光焊接适用于多种材料的焊接,包括铜排、铝合金、不锈钢等。
03-激光焊接铜排的注意事项
Ø 铜导热性能好,但热膨胀系数较大,需要根据具体情况进行焊接参数的调整。
Ø 铜易氧化,在焊接过程中需要保持焊接区域的清洁和干燥
Ø 铜排厚度较大时,需要采用多道焊接的方式,以保证焊接质量
Ø 对于要求高精度的铜排产品,需要采用高精度的激光焊接设备和技术




